


 Телефон:
Телефон: Email:
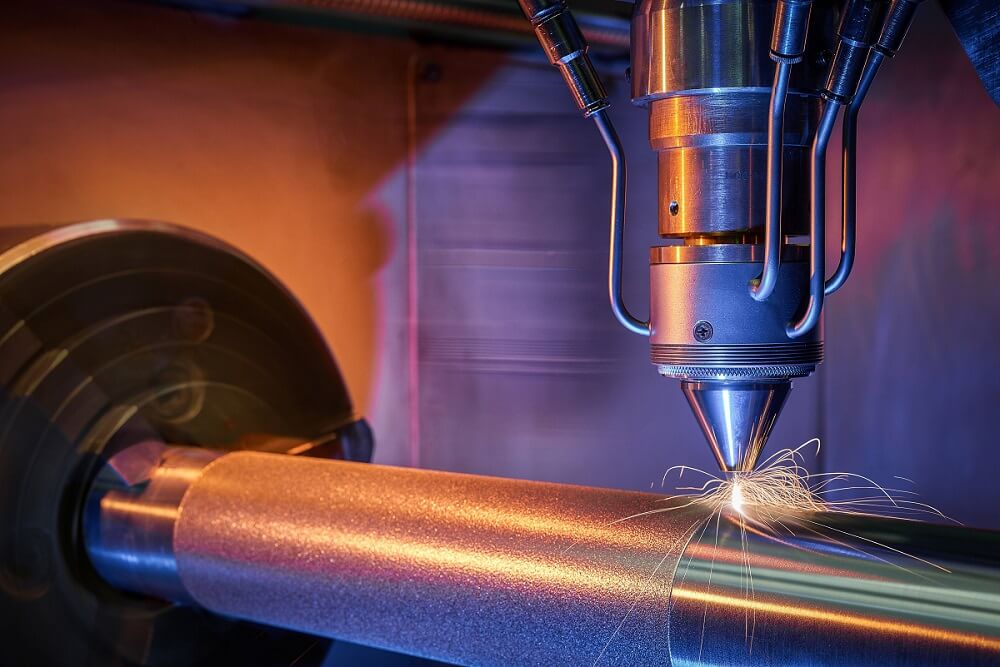
Email:Виды дефектов при зубообработке и меры их предупреждения


Изготовленное зубчатое колесо должно обеспечивать заданные эксплуатационные качества, определяемые квалитетом его точности. Получению качественных зубчатых колес способствуют следующие общие условия. При конструировании колес необходимо закладывать их простые геометрические формы, имеющие поверхности для качественного базирования и обладающие достаточной жесткостью.
Технические требования к точности зубчатых колес и шероховатости их рабочих поверхностей не должны быть завышенными по сравнению с предъявляемыми к ним эксплуатационными требованиями. Обработка колес должна производиться на исправном станке, нормально заточенным инструментом, с использованием жестких установочных приспособлений, а также с достаточным поступлением СОТО в зону обработки.
Специалисты "«Спецстанмаш»" выполнят изготовление звездочек, шестеренок и другие работы. Обращайтесь по контактам указанным на сайте.
Наиболее характерные погрешности при зубообработке. Причины возникновения и меры предупреждения
Большая погрешность профиля зубьев, отклонение шага зацепления.
Основной причиной этого вида погрешности является плохое качество инструмента. В частности, при зубофрезеровании на профиль зубьев и на шаг зацепления нарезаемого колеса оказывают влияние погрешности червячной фрезы.
При зубодолблении на качество профиля и точность шага зацепления влияет погрешность профиля зубьев долбяка. При зубошевинговании на качество профиля зубьев колеса влияет отклонение профиля зубьев и шага зацепления шевера, износ его зубьев, использование шевера с неблагоприятным числом зубьев, погрешность установки угла скрещивания.
Большая накопленная погрешность окружных шагов, большая разность окружного шага.
Возможными причинами возникновения этого вида погрешности является неправильное положение заготовки в установочном приспособлении, приводящее к смещению оси зубчатого венца относительно оси вращения колеса при контроле его точности.
Значительно уменьшить эту погрешность можно устранением зазора между оправкой и посадочным отверстием заготовки, биения оправки, отжима детали хомутиком при работе в центрах, а также доведением биения центров до нормативной величины.
На ошибку окружного шага нарезаемого колеса влияет также неправильное зацепление зубчатых колес гитары деления, устанавливаемых на поворотные оси.
Отклонение направления зубьев в одну сторону по обоим профилям.
При зубофрезеровании эта погрешность возникает при неточной наладке гитары деления, не закреплении ведомого вала гитары дифференциала или ненадежном креплении заготовки. При зубодолблении отклонение направления зубьев в одну сторону бывает при не параллельности направления движения штосселя относительно оси вращения колеса в плоскости, касательной колесу, при нарезании прямозубых колёс и неточности винтовых направляющих при нарезании косозубых колес.
При зубошевинговании на направление зубьев влияет как погрешность установки угла скрещивания, так и значительное отклонение зубьев заготовки в одну сторону до шевингования.
Отклонение направления зубьев, симметричное по обоим профилям - конусообразность зубьев.
Основной возможной причиной этого вида погрешности является неправильное движение инструмента относительно оси вращения заготовки в радиальном к ней направлении. Исправить такую погрешность можно, отладив станок соответственно геометрическим нормам точности по движению инструмента относительно заготовки.
При зубофрезеровании конусообразность зубьев может возникать при интенсивном износе режущих кромок фрезы за время нарезания одного колеса. В этом случае необходимо снизить режимы резания.
Большая шероховатость поверхности зубьев.
Получается при плохой заточке инструмента и не жестком его креплении, не жестком креплении заготовки, большой величине продольной подачи, большом загрязнении и неправильном выборе охлаждающей жидкости, недостаточном поступлении охлаждающей жидкости в зону резания, а также при повышенной вибрации станка. Причинами вибрации могут быть превышенные режимы резания и неисправности механической части станка. В первом случае следует снизить режимы, во втором - отремонтировать станок.
При нарезании конических колес специфической погрешностью является неправильная форма и расположение пятна контакта на зубьях сопрягаемых колес.
Причиной может быть неправильный угол профиля резцов, неправильная наладка станка, ослабление тормозного действия в червячном колесе люльки. При большой подрезке ножки или головки зуба конического колеса необходимо проверить правильность расположения заготовки относительно центра станка.
Завод "Спецстанмаш" выполняет услуги по металлообработке на заказ , обращайтесь по телефону или через форму обратной связи на нашем сайте.

























 Адрес:
Адрес: График работы:
График работы:
