


 Телефон:
Телефон: Email:
Email:Накатывание рифлений: технология и применение

Накатывание рифлений производится на плоских и цилиндрических поверхностях металлических заготовок с помощью токарно-фрезерного оборудования. Рифление может быть:
- прямым,
- дуговым,
- сетчатым.
Его вид зависит от функционального назначения заготовки.
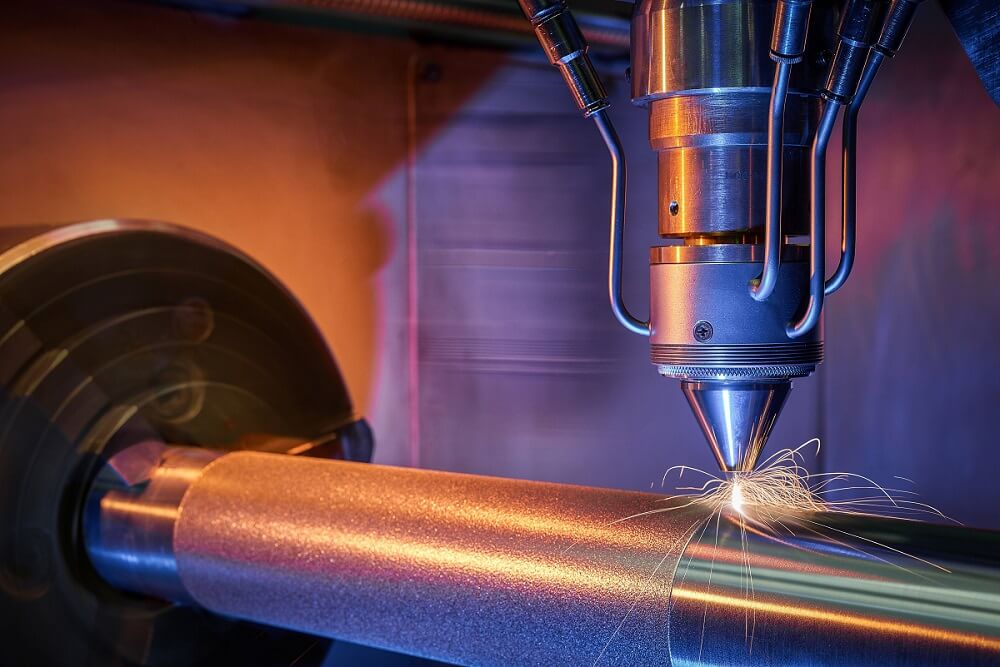
Металлообрабатывающее оборудование для нанесения рифлений
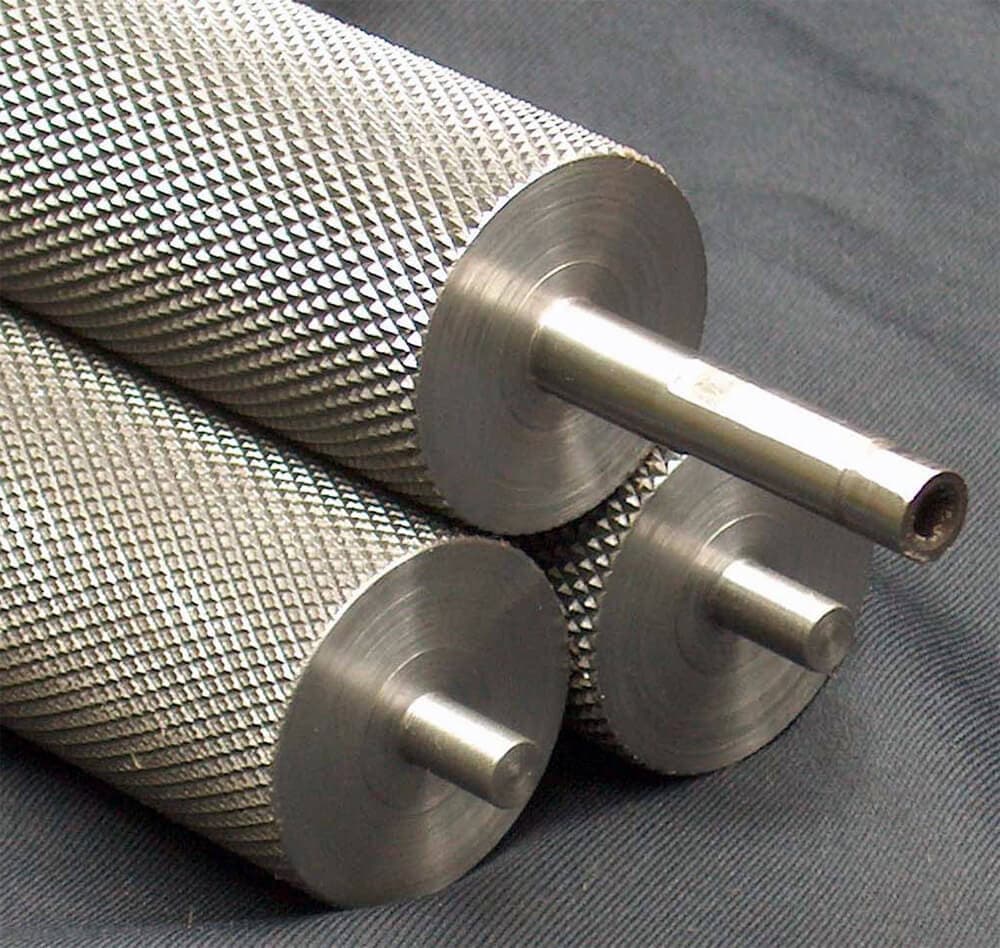
Технология накатывания рифлений частично схожа с процессом нанесения резьбы. Токарные и фрезерные станки обеспечивают быстрое и точное нанесение рельефа на поверхность заготовки из металла. Накатывание рифлений на плоские поверхности осуществляется поперечно-строгальными и горизонтально-фрезерными станками. Накатывание рифлений на тела вращения производится с помощью токарного оборудования со свободно вращающимся роликом. Прямой или скошенный рисунок создается при помощи одного стального ролика, сетчатое рифление – при помощи двух.
Технология накатывания рифлений
Выполнение работ начинается с установки державки в резцедержателе, которая должна быть зафиксирована точно параллельно и по центру заготовки.
Ролики, закрепляемые в державке, обладают зубцами различной направленности, что обеспечивает точное нанесение нужного рисунка в различных вариантах – мелким узором, средним или крупным. Используемые ролики изготавливаются из сплава высокой прочности, способного сохранять свои эксплуатационные свойства даже в условиях высокого давления. Своевременное очищение и регулярное смазывание роликов обеспечивают качественное осуществление манипуляций на станке.
Рельефность роликов позволяет создавать необходимый однородный рисунок на обрабатываемом материале в процессе холодной деформации. Накатывание рифлений производится с подачей инструмента в обе стороны.
Количество прогонок заготовки определяется характером материала – в зависимости от его эксплуатационных свойств число проходов может варьироваться от одного до десятка раз. Для большинства материалов оптимальным считается 5-8 проходов. В конце каждого прохода поперечная подача осуществляет вдавливание роликов в обрабатываемую поверхность.
Область применения рифлений
Токарно-фрезерные работы по изготовлению поверхности с рифлением необходимы в процессе производства рукояток из металла и ручек для калибров, рукояток измерительных приспособлений, на головках винтов микрометров, при изготовлении деталей станков или технологических машин. Так наличие сетчатого или линейного рифления на рукоятке способствует плотному прилеганию инструмента к руке. А специальное покрытие рычагов управления в технологических машинах обеспечивает точность и безопасность выполнения промышленных процессов.

























 Адрес:
Адрес: График работы:
График работы:
