


 Телефон:
Телефон: Email:
Email:Особенности и технология изготовления шлицевых валов

Шлицевой вал – инновационный вид линейных направляющих скольжения. Такой тип соединения обладает высокой прочностью, обеспечивает сносность вала и втулки, способствует перемещению детали вдоль оси движения, исключая при этом ее смещение.
Назначение и особенности шлицевых валов
Шлицевые направляющие выполняются в виде прямоточных валов, имеющих на своей радиальной поверхности углубления (шлицы) и выступы (зубья). Сечение внешней поверхности такого вала совпадает с рисунком сечения внутренней поверхности втулки или подшипника. Движение втулки по валу осуществляется строго в одном направлении.
Основная задача шлицевого вала – передача высокого показателя крутящего момента. Шлицевые валы применяются в сложных условиях эксплуатации – при колебательных и ударных нагрузках, а также при необходимости высокой точности позиционирования, эффективности, улучшении качества хода.
В зависимости от формы профиля шлицев валы бывают:
- прямобочные;
- эвольвентные;
- треугольные.
Наиболее часто материалами для изготовления шлицевых валов становятся углеродистые или легированные стали.
Преимущества эксплуатации шлицевых валов
Для того чтобы заказать металлообработку и получить готовое изделие в виде шлицевого вала не нужно прилагать особых усилий. Достаточно учесть все особенности и преимущества работы со шлицевыми соединениями:
- шлицевые валы обеспечивают плавность и равномерность поступательного движения;
- исключено проворачивание втулки относительно вала со шлицами;
- устойчивость шлицевого соединения к высоким радиальным нагрузкам вала;
- элемент скольжения может быть выполнен в виде круглой втулки, втулки и фланца, фиксирующей втулки;
- высокий показатель крутящего момента при эксплуатации вала в оборудовании с высокоскоростным вращением.
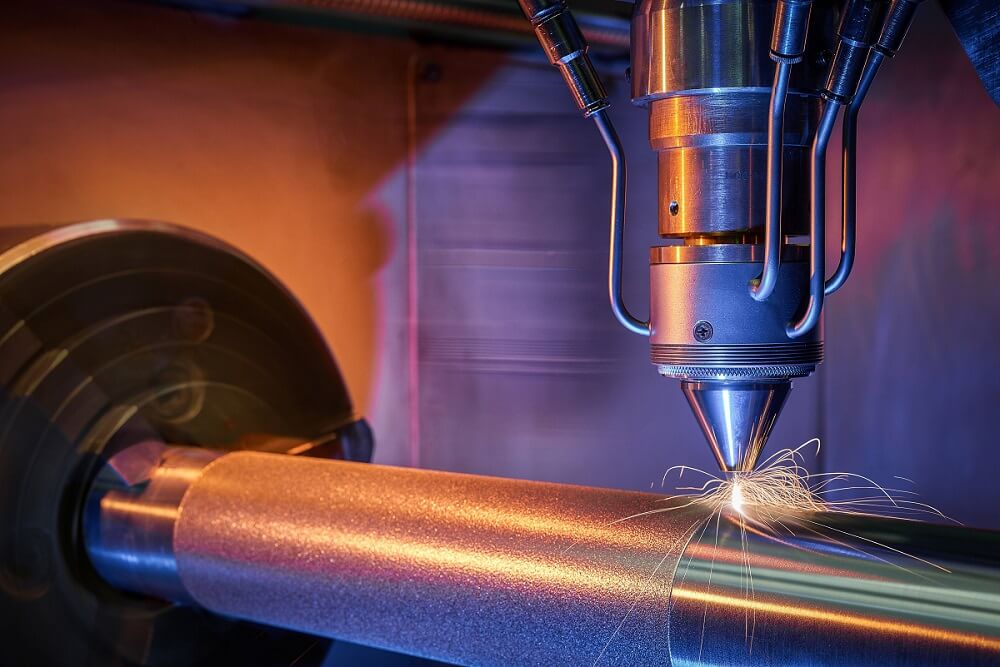
Этапы производства и оборудование
Для изготовления шлицевых валов применяется совокупность различных операций преимущественно на токарно-фрезерном оборудовании. Этапы создания шлицевого вала выстраиваются в определенном алгоритме:
- отрез металлических заготовок;
- подрезка торцов и центровка заготовки;
- выточка заготовок на многорезцовых станках;
- рифление;
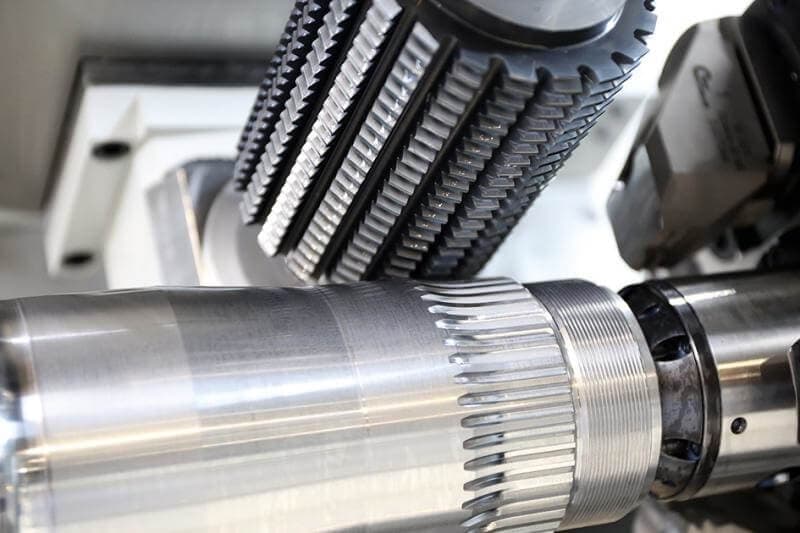
- создание шлицев, обработка детали по заданным параметрам с помощью фрез спирального, фасонного, дискового или углового типа;
- шлифовка и полировка изделия.
При производстве валов шлицевого типа особое внимание уделяется детализации изделия – она должна проводиться с максимальной точностью, сечение цилиндра при этом должно исключать любые отклонения от формы идеального круга, а отполированные поверхности вала должны иметь минимальный уровень шероховатостей и неровностей.

























 Адрес:
Адрес: График работы:
График работы:
