


 Телефон:
Телефон: Email:
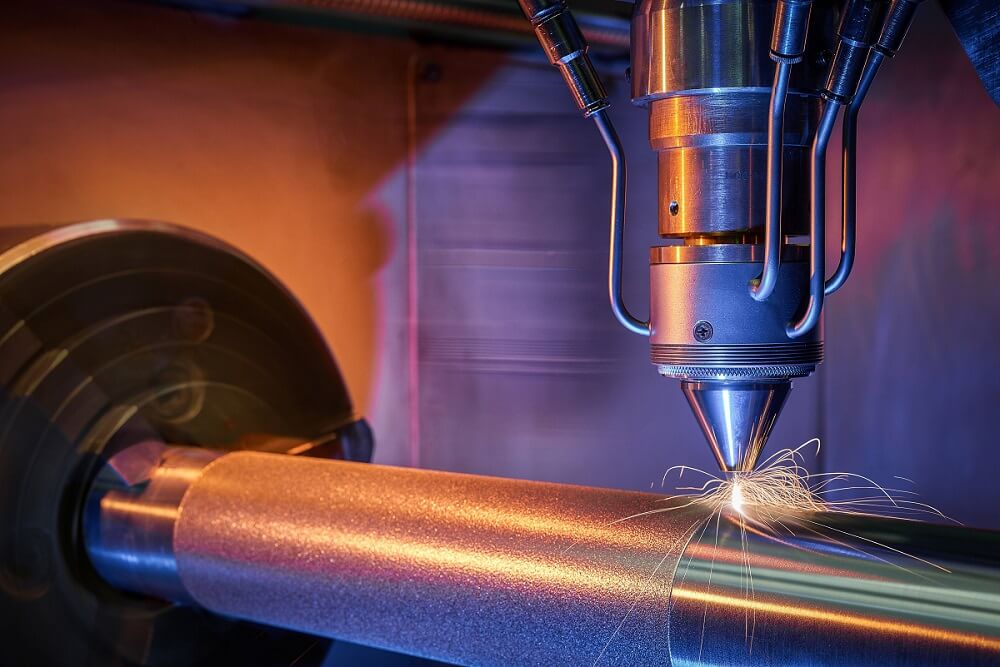
Email:Техника выполнения шлифовки валов

Шлифование валов подразумевает ручное либо механическое воздействие на металл, в процессе такой обработки применяется разнообразный режущий инструмент из абразивных материалов. Воздействие этих инструментов на металлическую поверхность оставляет множество микроследов, которые впоследствии сглаживаются, абразивные частицы буквально снимают часть материала с заготовки. При помощи такой операции обработки добиваются большей точности детали, правильной геометрии и качественного исполнения. В Москве шлифовка валов выполняется по нескольким технологиям.

Варианты шлифовальных операций
Существует несколько вариантов шлифовки валов: черновое (обдирочное), предварительное, чистовое (окончательное) и тонкое. Предварительной шлифовкой достигается точность детали 8-9 по квалитету, шероховатость при этом составляет 0,4-6,3 микрометра. Чистовое шлифование проводится после того, как вал прошел термообработку, процедура повышает точность до 6-7 по квалитету и уменьшает шероховатость до 0,2-3,2 микрометра. Достичь наибольшей точности обработки позволяет тонкая шлифовка, способная сократить шероховатость до 0,025 микрометра. Такой процесс имеет две разновидности – это круглое и бесцентровое шлифование.
Круглая шлифовка
При таком варианте металлообработки используются круглошлифовальные станки, воздействие на металл осуществляется методом продольной или поперечной подачи. Технология подходит для обработки различных модификаций валов независимо от их длины, деталь закрепляется в патроне или цанговом зажиме установки. Круглая шлифовка имеет малую глубину резания и требует усиленного охлаждения заготовки.
Операции бесцентровой шлифовки
Шлифовка валов подобного вида выполняется на металлообрабатывающем оборудовании бесцентрово-шлифовального типа. Для качественной металлообработки практикуется метод продольной подачи и метод врезания. Первый способ подходит для шлифования валов с гладкой поверхностью, второй – для работы с валами, имеющими кольцеобразный выступ (бурт). Бесцентровая шлифовка производительна и не требует создания центровых отверстий в детали.

























 Адрес:
Адрес: График работы:
График работы:
